Optical Bonding Makes Its Mark with Touch Panels and Other Displays
Smart phones, tablet PCs, ultra-thin TVs, laptop computers – they have all pushed the optical bonding process out of the shadows and into the mainstream. Once a specialty process, optical bonding is now critical to many of today's most popular electronic devices.
by Larry Mozdzyn and Michael Rudolph
WHILE optical bonding of protective glass or a touch panel to liquid-crystal displays (LCDs) has been performed for at least 10 years, recent advancements in adhesive materials and bonding process technologies have resulted in significant growth. Optical bonding has evolved from its role in specialty display markets to a place in a broad number of mainstream markets and applications. Bonded displays are being produced in diagonal sizes ranging from 2 to 82 in. Moreover, processes producing bond-line thicknesses from 50 μm to 5 mm have been employed. Improvements also have been realized in the optical performance and durability of adhesives, as well as their compat-ibility with new bonding processes. As new display-based devices have been developed, additional benefits of optical bonding, including structural integrity, design flexibility, and functional and aesthetic properties, have also been realized.
While there are no industry figures for the number of optically bonded displays or touch panels that are being produced, there is strong evidence of growth. Anecdotal market information indicates the installed base of liquid-adhesive-based automated bonding equipment has grown to more than 100 systems in 2011. Devices employing projected-capacitive (pro-cap) displays such as smart phones and tablet devices, as well as ultra-thin TVs, laptop computers, and large-format 3-D displays, are all benefiting from optical bonding because it enhances aesthetic and functional capabilities.
Bonding Basics
Literally in the middle of the optical bonding process is a clear adhesive that affixes multiple surfaces that need to be optically clear. Examples include bonding the layers of a touch-sensor panel or some sort of cover substrate (glass, touch sensor, or other functional material) to a display. This adhesive is applied uniformly over the entire surface of the layers that are being bonded together. The adhesive can be a liquid that is subsequently cured or a solid or semi-solid optical tape that may not require further curing. Whatever the adhesive material, it is typically index-matched to minimize or eliminate reflections caused by the different indices of refraction for the various materials in the assembly and to improve optical performance.
Optical bonding should be distinguished from an alternative process that has been deployed in the industry. Although not technically considered optical bonding, this process typically involves retaining an air gap between the display and the protective cover plate or touch panel. An adhesive tape or gasket material is applied around the perimeter of the display and the cover substrate is suspended above the display with an air gap between the cover and the display. In some cases, other methods of affixing the cover materials above the display have been employed, but these are not common. Designs involving an air gap can compromise the optical performance of the unit. Without anti-reflection coatings, light reflects back to the eye off the cover substrate surfaces in the assembly, essentially lowering the effective brightness and contrast ratio of the display.
Process Details
To ensure high-quality assemblies with optimum display performance, concerted attention to the details of each process step is a prerequisite (Fig. 1).

Fig. 1: Critical optical bonding process steps utilizing liquid optical adhesives begin with raw material preparation (left) and end with curing (right).
A new wider range of devices is taking advantage of the increased optical performance, rugged durability, and design flexibility inherent in the optical bonding process. The popularity of smart phones indicates that consumers like the attributes of optically bonded pro-cap displays. Now, the bonding process is being employed on larger screens (touch and otherwise) in a wider range of applications, including medical devices, point-of-sale terminals, GPS systems, industrial control applications, and tablet PCs.
The following are the major steps in the optical bonding process, including some of the details that manufacturers must pay attention to.
Material Choices: While there is a large range of liquid optical-adhesive materials, not all are ideally suited for bonding substrates directly to an LCD. For this application, acrylic- or silicone-based materials are most commonly used. Epoxy-based materials are not typically employed because they do not provide the requisite adhesive mechanical properties and the two-part chemistry is much more difficult to handle in a production environment. Urethanes also are not used because of their mechanical properties as well as their tendency to yellow over time. While several curing methods can be employed with acrylic systems, far and away the most commonly utilized are UV-initiated systems. Silicone adhesive materials can be cured via thermal, ultraviolet (UV) light, or moisture mechanisms, and while each has its advantages, thermal systems are very common.
Materials Preparation: To ensure the overall quality of an optical bonding process and the long-term performance of manufactured assemblies, incoming materials must be suitably prepared. Following industry accepted clean room practices is essential to exclude foreign particles that would impact display quality. Typically, bonding operations are maintained in ISO class 1K clean rooms or better. Touch panels, displays, and cover materials should undergo incoming quality inspection and they must be completely cleaned and packaged in clean room appropriate packaging. Pre-conditioning of displays and other components at high temperatures can be employed to eliminate any entrapped moisture. Adhesives should be handled according to manufacturers' specifications and retained in original packaging. Liquid adhesives should be filtered prior to or during dispensing. Liquid adhesives also may contain dissolved gasses or volatile components; therefore, a degassing step prior to dispensing is generally employed.
Adhesive Application: For the vast majority of applications, automated systems are used to dispense or apply adhesives to the bonding surfaces. With systems using liquid adhesives, any of several methods for applying the adhesive are in use today, depending on the application and display size. These methods include dispensing via single or multiple nozzles or various coating processes.
Precise placement of the adhesive, including pattern and volume control, is essential to ensure the desired results (Fig. 2). In some cases, a second high-viscosity adhesive material can be employed to form a support structure for a cover substrate and act as a control for the placement and flow of the adhesive (Fig. 3).
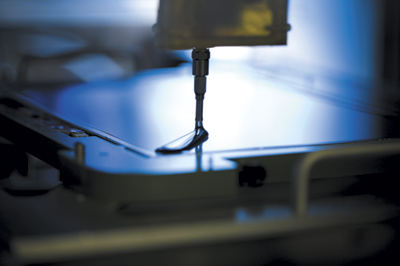
Fig. 2: Dispensing pattern and quantity are critical for optimum bonding quality.
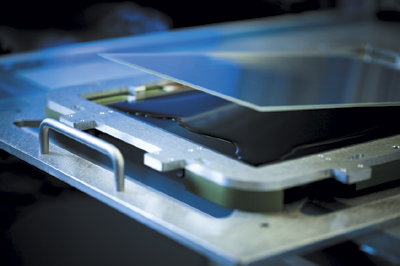
Fig. 3: Fixtures assist in locating the glass during manual placement. Glass placement and adhesive flow-out properties are important to both automated and manual bonding processes.
Bonding: Several approaches are used for bonding with liquid adhesives under either atmospheric pressure or vacuum conditions. Either manual or automated methods are employed to precisely place a cover on a display or touch panel and to accurately control adhesive flow, resulting in a consistently uniform bonding gap. Other methods have been developed in which the adhesive is dispensed onto the cover and the cover material is then lowered onto the second surface. Many automated and manual bonding process methodologies have been developed to support the various devices and applications. Both atmospheric- and vacuum-based bonding equipment can produce the same high-quality results. The type of equipment employed by aparticular manufacturer in large part will depend on the preferences of the manufacturer, fabricators' needs, and specific display application.
Both mechanical and optical positioning systems have been developed to ensure the accurate placement of bonding surfaces. Just how accurate the placement must be will depend upon the end-use requirements. Equipment costs and complexities will vary proportionally with placement accuracy. Some optical-bonding systems are capable of accuracies along the X and Y axes as precise as ± 5 μm; however, most applications do not require this degree of precision. Rather, many applications only require precision in the range of ± 100 μm or greater. Similarly, accuracy on the Z axis (thickness) can be very precise across a range of bond gaps for displays that vary in size from small-format mobile devices to large-format TVs.
Curing: The final step in many optical-bonding processes involves curing or crosslinking the adhesive (Fig. 4). Crosslinking is a chemical reaction in which smaller molecular components in the adhesive react and bond together to form a complex large molecule that will provide the desired adhesive and mechanical properties. This curing reaction can be initiated by UV light, heat, or moisture. Since curing is a chemical reaction, it is sensitive to the typical kinetic parameters of reactions, such as temperature, time, concentration of reactive species, and, in the case of UV curing, intensity of the light, spectral composition, and the total actinic energy dose.
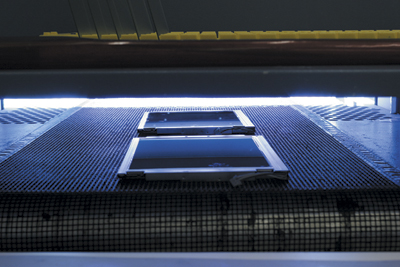
Fig. 4: Curing parameters including spectral conditions, intensity, and total energy must be optimized to achieve appropriate adhesive properties.
Systems that incorporate UV curing have the advantage of full automation and very short total assembly cycle times (TACTs). However, special steps are sometimes needed for designs that include opaque components that may prevent UV transmission. Process expertise and the appropriate bonding techniques can overcome these challenges. Materials employing other curing mechanisms also may be appropriate when UV curing is problematic. These materials typically take longer to complete the curing process and, as a result, they extend total assembly cycle time. With thermal curing, significant care must be taken to properly store and handle the adhesive to prevent unwanted and premature crosslinking.
Adhesive Property Considerations
In addition to their optical characteristics, mechanical attributes are perhaps the next most essential properties of an optical adhesive. Different material attributes can have a significant impact on the end-use properties when the adhesive is applied to an LCD. Adhesive and cohesive behavior, tensile strength, and the hardness of the adhesive material are all critical and can significantly impact display performance. Tensile strength and adhesion ensure the durability and ruggedness of the assembled display. While impact and scratch resistance are more a function of the cover substrate than the adhesive, it is generally understood that the hardness of an optical adhesive can impart some shock absorption qualities that contribute to the shock resistance of a display. Hardness and tensile properties also can affect pressure-induced defects such as glow marks and pooling, which are manifested as discoloration in the image when external pressure alters the liquid-crystal path length. A properly formulated adhesive can minimize or eliminate these effects and others, such as light leakage, which occurs when backlight escapes around the edges of a display.
Moreover, liquid adhesives have a range of viscosities, and the viscosity of a particular adhesive will affect certain bonding process parameters such as dispensing, flow-out (wetting), and degassing properties. These will impact overall process TACT, quality, and ease of use.
Vacuum bonding equipment places another set of requirements on both adhesives and displays. Low pressure can cause the components in some adhesive formulations to volatilize, which could bring about bubbling, splattering, and weight loss during bonding, which in turn can have an adverse effect on bonding quality and overall manufacturability. Aligning the spectral sensitivity of the photo-initiators of UV-curable adhesives with the light source and the light sensitivity of an adhesive is also critical to a successful material curing.
Product-Design Considerations
Of course, the design requirements of the product that an optically bonded display will end up in must be considered. For example, the structural integrity of some products relies upon the strength of a bonded display. The optically bonded display becomes a key structural part of the entire device. In addition, the zero-bezel look of products such as certain smart phones and tablet PCs is only possible by optically bonding cover glass to a pro-cap touch panel. Design freedoms like these are not possible without optical bonding.
Another important consideration dictated by the nature of the product is the possible need for rework or repair. Nothing is indestructible and consumer devices are often dropped or accidentally left in places where they can be damaged. The characteristics of an adhesive can determine how easily the components in an optically bonded display can be separated, cleaned, and either repaired or replaced should the product be damaged in use. Other factors play into the "rework- ability" of a bonded display, such as the thickness of the adhesive layer between the substrates, the size of the display, and the extent to which the display supports the structural integrity of the device. Recently, rework techniques have improved significantly, to the point where the repair success rate can reach as high as 95%. Although reducing warranty repair and service-related costs has been the chief impetus behind these improvements, more effective rework processes also can improve production yields.
Additional challenges will arise should the product design call for optically bonding a cover substrate on top of a touch panel. The performance of the touch panel must be a critical consideration and a layer of adhesive can act as an insulating dielectric that might impede the projection of capacitive electrical fields in a pro-cap panel. As a result, the characteristics of the adhesive, the thickness of its application in the finished product, and the flatness of the substrate surfaces are critical to the performance of the touch panel. Understanding the tensile strength of an adhesive as well as its structural limitations also is very important to achieving a robust mechanical assembly that can be durable and rugged. Ultimately, even complex three-dimensional injection-molded cover substrates can be optically bonded to touch panels and displays, but a certain level of expertise and understanding of the materials and processes is required.
All Together Now
Optical bonding has changed over the last few years, and the results have been a dramatic increase in adoption and demand for the process in the marketplace. A broader range of materials, including adhesives and substrates, as well as new, more sophisticated automated-bonding-process technologies, are spurring rapid growth into new applications and new types of products that have previously not benefited from optically bonded displays and touch panels. •
Larry Mozdzyn is Chief Technology Officer of Ocular LCD, Inc. He can be reached at LMozdzyn@Ocularlcd.com. Michael Rudolph is Global Technology Manager of DuPont Display Enhancements. He can be reached at michael.l.rudolph@usa.dupont.com.