Diffuser Films and Optical Performance in LCDs
Diffuser technology is a vital differentiator in the optical performance of LCDs. The authors outline some common approaches for backlighting and film stacks and explain how different types of diffuser films are employed. They also describe how micro-lens diffusers in LCD backlight modules can provide performance that is 10% better than that of bead-filled coated PET diffusers and equivalent to that of coated micro-lens PET diffusers.
by Adel Bastawros, Jian Zhou, Michael J. Davis, Zhe Chen, and Wibowo Harsono
A LIQUID-CRYSTAL DISPLAY (LCD) comprises two primary components for delivering a video image to the viewer: a backlight module (BLM) and a panel. The BLM is the light source that provides necessary illumination for the system, whereas the panel is the addressable light-valve system that converts the video signal into images. Light from the BLM is modulated by the panel so that images are visible to the viewer. Image quality is therefore dependent, in part, on the quality of light generated by the BLM. Common attributes describing image quality that can be linked to the backlight include luminance, viewing angle, image uniformity, and cosmetics (such as point defects).
A BLM relies on a stack of optical films that gathers, redirects, conditions, and delivers the source light – whether from cold-cathode fluorescent lamps (CCFLs) or light-emitting diodes (LEDs) – toward the panel.1 Attributes of the individual films in the stack dictate the module's ability to meet luminance (brightness) and uniformity requirements of the entire display. The stack design (number, type, and arrangement of films in the stack) varies as a function of lighting configuration (edge-lit or direct-lit), manufacturer, performance, and power-consumption requirements. Figure 1(a) shows an example of a typical or standard film stack for an edge-lit BLM in which the CCFLs are placed proximate to the edges of the light guide.
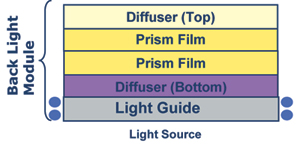 (a) Standard film stack
(a) Standard film stack
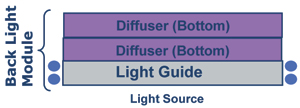 (b) 2-film stack
(b) 2-film stack
Fig. 1: The film stacks shown represent cross-sections of an edge-lit BLU configurations, with the lamps (shown as blue dots) placed at the edges of the light guide. The stack shown in (a) uses a legacy bottom diffuser film that requires additional films to steer the light. The stack in (b) uses more modern light-collimating bottom-diffuser films that reduce the need for materials.
The first film in the standard stack, or the bottom diffuser, plays the important function of gathering light and redirecting it toward the next film. This functionality is often referred to as "collimation," since the film steers light traveling in all directions toward a preferred direction. In addition, the bottom film diffuses and blends light from different lamps and delivers an even light intensity (or luminance) distribution. This is often referred to as the "hiding power" of the diffuser – the ability of the diffuser film to hide the spatial differences or non-uniformities in light intensities from an array of lamps. These two, often conflicting, requirements of a bottom diffuser drive innovative optical designs of such films. Additional films in the stack (prism and top diffuser films) further steer and condition the light to illuminate the panel.
This article discusses diffuser films that exhibit improved light-redirecting capabilities while retaining hiding power (diffusion). The approach used is to create engineered light-steering elements, or micro-lenses, directly on the film in the same melt calendering process used to make the film. In this process, molten resin is quenched into film as it passes between two cooling rolls. Other approaches used in the industry, as shown in Fig. 2, include the application of bead-filled coatings to produce the collimation effect. More recently, coatings with micro-lens geometries have been introduced (Fig. 3). Such films have the performance needed in LCD applications; however, they both require additional post-processing steps of the optical film (typically bi-axially stretched polyethylene terephthalate or PET film) to accomplish the desired functionality. Both approaches require that the film be made first, then the functional surface in additional coating processes is created. Melt calendering allows for creation of the functional surfaces while making the film itself; no additional steps are required.
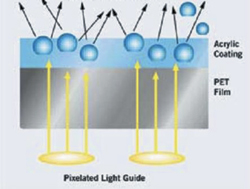
Fig. 2: A bead-filled coated diffuser can be used to produce the light-steering effect.
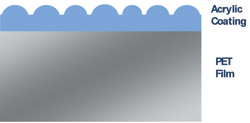
Fig. 3: A coated diffuser with micro-lens geometries is a more recent light-collimation technology.
It is worth noting that legacy bottom diffuser (BD) films provide diffusion only, so the BLM relies on additional light-redirecting films (such as prismatic films) to steer the light. Use of light-collimating and diffusing films, such as those discussed here, provide additional luminance gain for the module. Moreover, the light-collimation characteristic of such films enables an efficient economic stack comprising only two such films, as shown in Fig. 1(b), thus reducing the cost of the BLM. Such stacks are attractive from a cost versus performance standpoint. Their performance is typically in the 80–90% range of a standard stack. This article's primary focus will be on BLMs that comprise two bottom-diffuser stacks. Standard stack performance will be used throughout as a reference point.
Optical Films
Light rays traveling through and exiting an optical film follow light-refraction physics. The slope of the surface elements dictates the exit direction of a light ray. Controlling the manner in which light rays exit a surface is therefore possible by controlling the surface slopes. In another research development,2 the authors identified desirable slope distributions for a surface that are necessary to "turn" light rays in a desirable direction (e.g., toward the viewer). Without light turning, a portion of generated light will be wasted if left to travel in less useful directions, such as away from the panel.
Ray-tracing algorithms utilizing Monte Carlo simulations of light rays traveling through the film were employed for parametric studies of the effects of surface geometry on the direction and intensity of light exiting the film. Figure 4 shows a schematic of the ray-tracing approach used. Light rays reaching the exit surface at an angle larger than the critical angle for film material will undergo total internal reflection (TIR) and will not exit the surface. Such rays will keep bouncing between surfaces of the film (and reflectors in the backlight module) and change their direction until they exit the surface at a desirable angle; hence, the collimation behavior of the film.
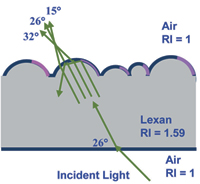
Fig. 4: A ray-tracing approach shows rays exiting within a narrow angle range. TIR causes other rays to bounce and undergo multiple reflections until they exit at the same angle range. (Lexan is a brand of plastic material.)
The same ray-tracing approach can be used to generate data indicative of an entire BLM's luminance, hiding-power, and viewing-angle characteristics. This is accomplished by performing area assessments so that the effects of spatial differences in the light source and/or film surfaces, observed from different locations at different angles, can be estimated.
Micro-Lens Geometries for Diffusers
An optimum BD is one that has light-steering elements, such as micro-lenses, covering the entire exit side of the film. Hemispherical lenses that are closely packed meet the slope distribution requirement2 for optimum light redirecting. Close packing of micro-lenses in a hexagonal arrangement, as shown in Fig. 5, offers an efficient packing scheme. Throughout the rest of this article, hexagonal packing of similar micro-lenses is used, and the performance of actual films conforming to such geometries is discussed.
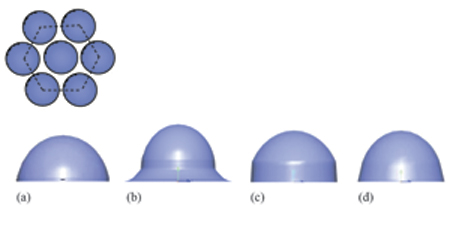
Fig. 5: The following micro-lens contours were used for simulations: (a) ideal hemisphere; (b) micro-lens contour comprising dome, side-wall, and flange sections; (c) micro-lens contour comprising dome and side-wall sections; (d) micro-lens contour comprising a dome only.
An ideal hexagonal micro-lens pattern is one with zero gaps between lenses that are perfect hemispheres and perfectly smooth land areas between the lenses. In contrast, an actual film will have finite gaps between the lenses, distortions to the hemispherical geometry, and possibly some roughness in the land area. To understand the impact of departure from an ideal pattern, the authors ran numerical experiments using the above ray-tracing approach to study the effects of the gap and lens contour. Descriptors for micro-lens geometry were selected based on observations of actual films. The roughness of land areas between cells was not included in the simulation because it is less challenging to obtain smooth surfaces if desired.
Figue 5 depicts the different micro-lens contours used in the simulation. Except for an ideal hemispherical geometry (contour a), each contour is divided into three possible sections: a dome, side wall, and a flange; each having geometric dimensions and weights that were selected based on observations of actual micro-lens films. The dome portion is not necessarily hemispherical.
For simplicity, the performance of different film stacks is presented as the ratio of a standard stack. Performance of the standard stack is therefore used as a reference (100%). This approach eliminates design, light source, and model dependencies and highlights the effect of film geometry selection on performance. The reference (standard) stack used in the current work is shown in Fig. 1(a)and comprises a BD (of the bead-filled coating type), two prismatic films with prism directions crossing each other, and a simple top diffuser. This is a common edge-lit BLM arrangement used in a variety of LCDs. The corresponding two-film-stacked edge-lit BLM configuration is shown in Fig. 1(b).
Numerical experiments were run to predict luminance in a two-film-stacked configuration relative to the standard stack. The four geometries shown in Fig. 5 were used. The gap between the lenses was represented as a ratio of the center-to-center distance. This dimensionless parameter spanned the range 0.0–0.23. Zero represents an ideal hexagonal packing of perfect hemispheres with no gaps (contour a), whereas 0.23 represents a case of distorted lenses (contour b) where the flanges in the contour contribute to the large gap. Intermediate values of 0.11 and 0.18 were associated with contours c and d, respectively. Lenses are always round at the base. For a 0.0 packing efficiency, the lenses will be touching each other at a point. Simulation results for luminance as a percentage of the standard stack are summarized in Table 1 and presented graphically in Fig. 6. As anticipated, the simulation results indicate that larger gaps between the micro-lenses and shape distortions are two key factors affecting luminance level. The results further provide the sensitivity of luminance to such factors and are invaluable for setting practical targets when making actual film. This approach was useful in streamlining experimental work in a cost-effective manner. The following sections discuss the making of micro-lens diffuser film and present actual performance data.
Table 1: Ray-tracing luminance predictions for different lens geometries and packing efficiencies show that luminance drops with larger gaps and stronger deviation from hemispherical geometry.
| Contour |
Gap/Center-to-Center Distance
|
Luminance (% of StandardStack)
|
|
a
|
0.00
|
92.0%
|
|
b
|
0.23
|
78.0%
|
|
c
|
0.11
|
85.0%
|
|
0.18
|
82.1%
|
|
d
|
0.11
|
86.8%
|
|
0.18
|
85.0%
|
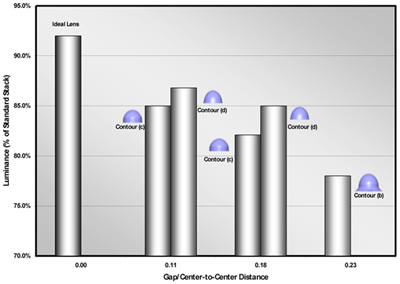
Fig. 6: This chart shows the relative luminance (predicted) change with lens geometry and packing.
Lexan Micro-Lens Films
The authors recently developed monolithic films with a micro-lens surface topography for light management in LCD applications. Sabic's Lexan (a trademark of SABIC Innovative Plastics IP BV) micro-lens films (75–450 μm) are made in a melt-calendering process, in which the molten polycarbonate resin is quenched into film as it passes through the nip of two chill rolls.3 A negative image of the desired pattern is created on one of the chill rolls,4 the mastering tool. During calendering, the pattern is replicated to the film under nip forces between the two rolls. Replication of the film occurs at a certain efficiency that is dependent on line design, nip forces, heat management in the calendering stack, and flow characteristics of the polymer. Different calendering lines have different replication behaviors; those need to be fully characterized and suitable process windows need to be identified in order to be able to replicate and control engineered surface features such as the micro-lenses discussed here.
For the purposes of this project, mastering tools with lens designs similar to those of contours b, c, and d were made and used to produce actual film material. Micro-lens sizes of 10–100 μm were also made. The resulting film surfaces are shown in Fig. 7 for contour b, and Fig. 8 for contours c or d (the two contours look very similar under the microscope). The film in Fig. 7 is often referred to as basic lens (BL) diffuser film, whereas that of Fig. 8 is referred to as a "high gain" diffuser because it confines (collimates) the output light into a narrower angular field.
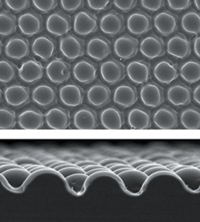
Fig. 7: Scanning electron microscope (SEM) topical and cross-sectional views show actual micro-lens geometry and packing in Lexan basic lens diffuser film.
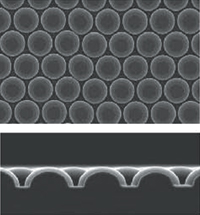
Fig. 8: SEM topical and cross-sectional views of Lexan high-gain diffuser film show micro-lens geometry approaching a hemispherical contour and reduced gap between micro-lenses.
The three films were tested in actual BLMs, and luminance measurements were performed in a two-stack configuration. The resulting performance relative to an actual standard stack is depicted in Fig. 9. The performance of two reference coated diffusers is also shown. These were bead-filled coated PET film (A), as shown in Fig. 2, and coated PET diffuser (B), as shown in Fig. 3.
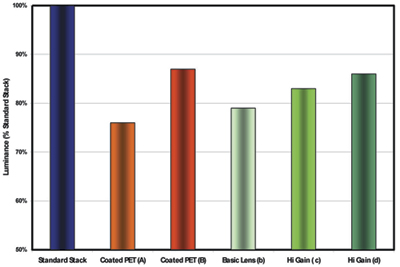
Fig. 9: Measured luminance in two-film-stacked configurations is shown relative to a standard stack (100%).
Measured luminance values for the basic lens, high gain, and coated PET diffusers are summarized in Table 2. Where applicable, predicted values are also included.
Table 2: Measured and predicted luminance is compared.
| |
Measured Luminance
|
Predicted Luminance |
| Standard Stack |
100%
|
100%
|
| Basic Lens (b) |
79%
|
78%
|
| Hi Gain (c) |
83%
|
82%
|
| Hi Gain (d) |
86%
|
87%
|
| Coated PET (A) |
76%
|
—
|
| Coated PET (B) |
87%
|
—
|
Results
Measured luminance for the basic lens diffuser in a two-film stack exceeded that of a commonly used bead-filled coating on a PET film (A); 79% versus 76%. The difference may relate to the maturity of the micro-lenses on the surface of the bead-filled coating. Because such diffusers rely on the beads erupting from the coating surface to form micro-lenses and provide the optical functionality, it is foreseeable that some of the beads may not be sufficiently erupted and will thus form less-efficient lenses. On the other hand, with a basic lens diffuser, all micro-lenses are mature and fully formed. The performance of the basic lens is still lower than that of the coated PET diffuser (B); 79% versus 87%. In the latter, the micro-lenses are created in the coating in a micro-replication process that is capable of creating mature and controlled micro-lenses. Other than cost and processing disadvantages, these coated diffusers have the desired performance. The luminance level of the basic lens diffuser may be explained by the shape distortions and spacing between the lenses. Modeling results indicated that luminance will be negatively impacted when the shape departs from a hemisphere and when the spacing between the micro-lenses increases. These characteristics are, however, beneficial in providing an added degree of diffusion and are advantageous in applications requiring higher degrees of hiding power.
High-gain diffusers are suited for applications requiring maximum luminance over a narrower field of view. Control of the cell contour and packing density was assessed numerically and implanted in the film-making operation. Luminance increased from 79% (for basic lens) to 83% and 86% for films (c) and (d), respectively. High-gain diffusers (d) are equivalent in performance to coated PET (B) and are 10 percentage points better than bead-filled coated PET diffusers (A).
It is worth noting that luminance predictions were in good agreement with measured values, as shown in Table 2. This observation provided confidence in the simulation approach and validated the simulation tool for further design changes and additional parametric studies. Identification of geometric attributes of a diffuser film surface for desired functionality is thus possible. However, working back these attributes to a mastering tool and a calendering process window to impart desired surface on a Lexan film can be challenging. Often, a number of tooling iterations and thorough characterization of the calendering process are required before realizing target geometry.
The work discussed in this article used a two-stack edge-lit configuration as an example to demonstrate the performance of Lexan micro-lensed diffusers. Similar trends are observed when other designs or stacks are considered. For example, the relative performance in a two-stack "direct-lit" configuration was found to be identical to the trend observed in the current project.
To summarize, the optical performance of PC micro-lens diffusers in backlight modules of LCD applications was shown to be 10% better than bead-filled coated PET diffusers and equivalent to coated micro-lens PET diffusers. Effects of lens geometry and packing on luminance were identified, and improvements of 4% and 7% over a basic lens design were realized. In a field where minimizing the thickness, weight, and power requirements of LCD modules is an ongoing mission, every opportunity for improvements in light efficiency is to be regarded with serious interest.
References
1M. Tjahjadi, G. Hay. D. J. Coyle, and E. G. Olczak, "Advances in LCD Backlight Film and Plate Technology," Information Display, 22-27 (October 2006).
2A. F. Bastawros et al., "Light Collimating and Diffusing Film and System for Making the Film," U.S. Patent No 7,092,163 (August 2006).
3A. F. Bastawros et al.," Light Collimating and Diffusing Film and System for Making the Film," U.S. Patent No. 7,280,277 (October 2007).
4A. F. Bastawros et al., "Light Collimating and Diffusing Film and System for Making the Film," U.S. Patent No. 7,889,427 (February 2011). •
Adel Bastawros, Jian Zhou, and Michael J. Davis are with Specialty Film and Sheet, SABIC Innovative Plastics, Mt. Vernon, Indiana. Zhe Chen and Wibowo Harsono are with the China Technology Center, SABIC Innovative Plastics, Shanghai, China. Adel Bastawros can be reached at 812/831-7792 or adel.bastawros@SABIC-IP.com.