Making Color in LCDs
Color filters play a key role in the balance between image quality and power consumption in LCDs. With high resolution a key performance feature, and LCDs facing competition from OLEDs with superior color gamut, color-filter designs will need to continue to evolve.
by Paul Semenza
LIQUID-CRYSTAL DISPLAYS (LCDs) modulate the polarization of white light to produce gray levels, and thus require a way to create color. The color-filter process adds a red, green, or blue dye or pigment to each subpixel so that by mixing the three primary colors, almost any color can be
generated. Like TFT arrays, color filters are typically manufactured by a photolithography process on a glass substrate. Unlike TFTs, color filters are passive optical components.
In addition to the RGB elements, the color-filter plate also carries a black matrix and may have patterned column spacers and protrusions for vertical-alignment LCDs, as well as ITO for the common electrode to provide the voltage reference for the liquid-crystal control from the TFT array. In combination with the TFT array, which is deposited on the lower glass substrate, the color-filter plate deposited on the upper glass substrate serves to contain the liquid-crystal material. In an approach called color filter on array, the color filter, possibly including the black matrix, is deposited on top of the TFT array on the lower glass substrate, which means that all of the complex deposition can occur on a single substrate.
Color filters need to have a high degree of color purity, optical transmittance, and optical tolerance (meaning that the spacing of the filters with pixels, and from pixel to pixel, must be strictly controlled), with no discolor-ation or fading over time, as well as high thermal stability and chemical resistance. The production process must not result in surface irregularities such as unwanted protrusions, bumps, or other defects. Most color filters use pigment-diffused resist to form color features. Through Gen 4, many color-filter processes formed the black matrix from a chrome film, patterned with positive resist and then etched. From Gen 5 on, most manufacturers adopted photo-definable resin resist because it can be coated on and patterned directly, eliminating the need for sputter and etch tools. This also reduces electrical interference on some wide-viewing-angle-type displays and has lower reflectivity. There are typically 4–6 layers coated and patterned, including the black matrix; red, green, and blue subpixels; vertical- alignment protrusions; and photospacers (Fig. 1).
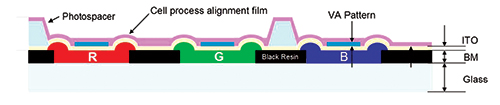
Fig. 1: This typical six-mask vertical-alignment color-filter architecture employs photospacers, shown here as high bumps, to maintain the liquid-crystal cell gap, and protrusions to create domains within the liquid-crystal layer for the vertical-alignment mode. Source: DisplaySeach TFT LCD Process Roadmap Report.
The black matrix is a pattern of black lines on the color filter that shields bus lines and TFTs from the viewable area of the display, and which distinguish RGB subpixels to prevent color mixing and light leakage, thus improving contrast. The black matrix is a layer only a few microns thick, but it covers electrical lines as well as spacers so they do not reduce the aperture ratio. Over the past few years, reduction in the width of the black-matrix lines has become an important way to increase aperture ratio and transmission. Leading-edge TV designs are moving to less than 10 µm in width, while small-to-medium designs can be as narrow as 5 µm, and the target for high-resolution small-to-medium displays is 3 µm.
While the RGB stripe is the most common arrangement, subpixels can be arranged and shaped in a variety of ways (Fig. 2).
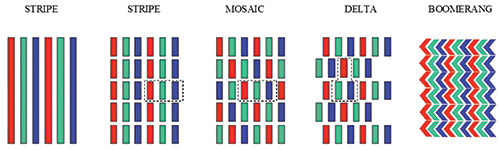
Fig. 2: Color-filter patterns vary a great deal in terms of subpixel arrangement.
In the PenTile approach, the subpixel arrangement is matched to human visual sensitivity, using fewer subpixels by having adjacent pixels sharing a blue
subpixel or by adding a white subpixel (Fig. 3). The RGBW approach also adds a white subpixel, but the PenTile approach reduces the number of subpixels, while RGBW increases them. Both approaches substantially increase transmission, increasing brightness and/or reducing power consumption.
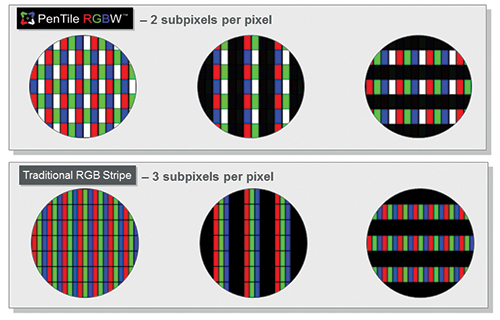
Fig. 3: In one PenTile approach, four RGB subpixels are converted to two RGB and two white subpixels. Source: NOUVOYANCE.
To date, the PenTile architecture has found the greatest use in the subpixel arrangement in RGB OLEDs, which do not use color filters, but which are limited
in pixel density by the current process technology for depositing organic materials. PenTile allows higher “apparent” resolution with fewer (and thus larger) subpixels, which allows OLEDs to compete with LCDs in high-resolution applications. OLED makers are also developing WOLED, which combine a white emissive layer with color filters.
The PenTile and RGBW approaches trade off an increase in transmission versus image quality. RGBY is a compromise approach that adds one or more primary colors instead of white (Fig. 4).

Fig. 4: Sharp’s RGBY Quattron Pixel technology adds yellow to RGB.
By adopting a five-color multi-primary such as RGBYC, extremely accurate color production can be achieved. However, the extra colors and complicated driving (due to the addition of the fourth color) add substantial costs and have prevented commercial adoption to date.
The growth of high-resolution mobile displays has led to tradeoffs between color depth and power consumption. The low aperture ratio has led panel makers to use thinner color-filter layers to improve the transmittance, thus reducing power consumption. However, as the color-filter layer becomes thinner, its ability to filter the light spectrum is also reduced, which allows a broader spectrum of light energy through each filter. This results in a smaller total color gamut. While LCDs have had advantages in higher resolution, OLEDs have demonstrated wide color gamut, in excess of 100% of the sRGB standard. (sRGB stands for standard RGB and is a color space created by HP and Microsoft in 1996.) This is because OLEDs can emit pure primary colors directly, while color filters are devices that transmit a range of wavelengths that, depending on material and thickness, can be rather broad. The broader the range of wavelengths around each color, the more limited the overall gamut is. By using a thicker color-filter layer, LCDs can increase color gamut, but at the cost of higher power. In the new iPad display, the combination of doubling the resolution and increasing the color gamut from 65% to 100% of sRGB required more white LEDs in the backlight.
There are other ways to increase color gamut, particularly through the choice of LED phosphor and luminance. Quantum dots can enable high-efficiency color conversion by absorbing broadband light and emitting narrow spectra, which can be tuned to the color-filter bandwidth. 3M is working with Nanosys to make quantum-dot enhancement film. (See the article “Quantum Dot Displays: Giving LCDs a Competitive Edge Through Color” in this issue.)
Color-Filter Manufacturing
Color filters are produced in-house by panel manufacturers as well as by dedicated merchant manufacturers, who purchase glass substrates, deposit the color-filter layer, and sell the coated sheet to panel makers. While older-generation lines tend to use merchant suppliers, Gen 7 and larger color filters are produced in-house or nearby due to high transportation costs. Since 2005, the largest panel makers have also been the leading color-filter manufacturers. In 2013, in-house production is expected to account for 83% of color filters. Korean and Taiwanese panel makers are almost completely self-sufficient in color-filter production, whereas Japanese panel makers rely heavily on DNP and Toppan for their color filters. Japanese color-filter makers DNP and Toppan have historically been the leading merchant suppliers; for the past several years, they have focused on supplying Japanese panel makers, particularly for small-to-medium display production. They have also been supplying several Chinese panel makers, who use a mix of in-house and merchant suppliers, including some domestic suppliers. Taiwanese color-filter makers have mostly exited the business or converted capacity to touch-sensor production.
The biggest challenge for color-filter development has been the limited growth of the LCD market that drives demand (Fig. 5). There have also been threats to the concept of the color filter, mainly in the form of field-sequential-color approaches, in which rather than arranging the primary colors spatially, across each pixel, colors are presented temporally, through the use of sequential firing of RGB backlights, for example. This allows for elimination of the color filter, although it requires very fast-switching liquid-crystal materials because the frame rate is tripled; this also tends to cause optical effects, often perceived as a rainbow in the peripheral vision. One potential way to deal with the problem of needing fast-switching liquid-crystal material is to eliminate it and use a faster material; this approach has been developed by Pixtronix (now part of Qualcomm), which uses
MEMS, and demonstrated by several panel makers.
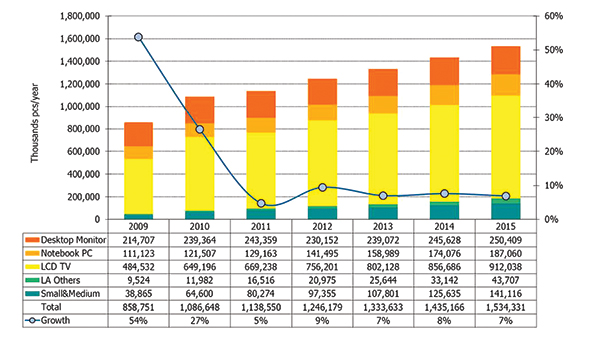
Fig. 5: Slow growth in most LCD applications limits the growth for color filters, shown here in 19-in. equivalents. However, rapid growth in smartphones, tablets, and other small-to-medium applications is leading to a doubling of its share of color-filter demand. Source: DisplaySearch Quarterly Color Filter Report.
For now, the biggest challenge for color-filter makers is that, for panel makers, the color filter is a cost element to be controlled, which exerts constant pressure on pricing and revenues. However, color filters will remain a critical component in LCDs and are likely to be increasingly important as panel makers struggle to balance high resolution, wide color gamut, and power consumption.
Paul Semenza is Senior Vice President with NPD DisplaySearch. He can be reached at paul.semenza@displaysearch.com.