Green Technology in LCDs
The meaning of green technology is fairly broad. It can represent environmental friendliness, less wastefulness, less energy consumption, or a combination of these factors. This article attempts to bring order to green initiatives and categorize green technology as it applies to LCDs into "green process," "green factory," and "green device." The energy consumption during the life cycle of the LCD is also considered, from fabrication to end of use.
by Jun Souk and Sangwoo Whangbo
THE LCD MARKET has grown remarkably. Worldwide LCD production capacity has increased by an average of ~35% per year in recent years, and production capacity will continue to increase at the rate of ~20% for the next few years, based on the Gen 8 factories planned in Asia. In parallel with this production volume increase, there has been diverse and significant technological progress in LCD products during the last decade. After the LCD became the mainstream display product in the early 2000s, LCD makers competed to develop larger panel sizes and better picture quality. They tried to improve attributes such as screen luminance, color gamut, and contrast ratio, and they also applied higher frame-rate panel-driving techniques to eliminate the motion-blur effect. The resolution of LCD TVs has improved to its current full-HD level. Most recently, various types of 3-D panels have been introduced, which have given rise to a strong need for ultra-high-definition (UHD) resolution. Unfortunately, all of these technology trends have led to products that consume more power. Total worldwide LCD-related electrical power consumption is significantly increasing due to the explosive use of displays for various purposes and the larger-screen LCD TVs that have become popular in homes. While all this has been happening, worldwide concerns with regard to environmental issues, and recent energy regulations such as Energy Star, have led manufacturers to respond by introducing greener products.
Green LCD Technology
Green technologies for LCDs stem from sustainable practices related to energy conservation, renewable energy, environmental remediation, recycling, water purification, sewage treatment, and more. In addition, because an LCD fabrication involves a large scale of equipment and factory space, material/component reduction, standardization of manufacturing, recycling of end-of-life products, and waste treatment during production should also be included within the scope of green technology.
In order to simplify these diverse aspects, the authors have divided green technology for LCDs into three categories: (1) green factory, (2) green process, and (3) green device, as shown in Fig. 1. "Green factory" includes activities related to the reduction of CO2 emissions, drainage, and waste. "Green process" covers activities related to TFT-LCD fabrication processes such as the reduction of manufacturing steps and the use of fewer chemicals and less electricity. "Green device" includes activities related mainly to energy efficient technologies for low power consumption.1
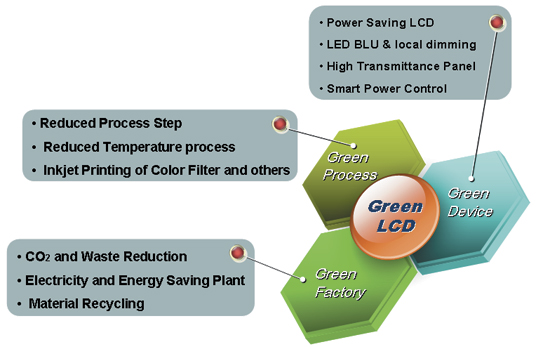
Fig. 1: Green technology as it applies to the LCD industry can be broken down into three areas: factory, process, and device.
Lifetime Energy Consumption
How much energy is consumed by an LCD panel during its life cycle, from production to disposal? Figure 2 shows the result of a study tracing the converted energy consumption at each stage of an LCD panel's life, from fabrication, distribution, and operation until its disposal.2 For this study, it was assumed that the panel was used for 10 years. The authors considered its carbon footprint index, the total set of greenhouse gas emissions caused by a product. They found that the predominant energy-consuming factor of an LCD is the electricity used during its lifetime. This means that 85.4% of the total energy used from birth to the grave is consumed during the LCD's operation time. Therefore, it is obvious that the most effective green action LCD makers can take is to enhance the power efficiency of the panel.
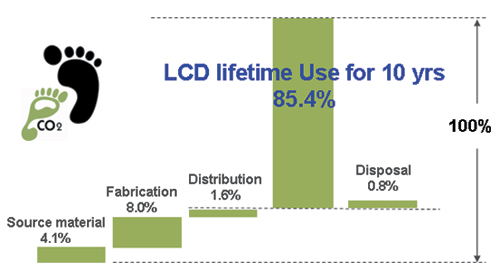
Fig. 2: The greenhouse gas emissions of an LCD panel during its lifetime are highest during its use rather than when it is being made or discarded.
The average power used to operate a 40-in. LCD TV with a cold-cathode fluorescent-lamp (CCFL) backlight unit is about 200 W – almost double that used by a 30-in. CRT TV with an average power consumption of 115 W. Energy Star notes that U.S. residential electricity consumption for TVs has increased from 3.6% to 10% over the last 5 years.
The worldwide CRT-TV replacement rate for 2010 is over 70%. At the same time, the TV market is quickly growing, mainly in Brazil, Russia, India, and China, where 50% of the users still have CRT-based TVs. It is clear that in order to stave off greater LCD energy consumption on a global basis, the energy efficiency of the panels needs to be addressed, especially when consideration to supply newly emerging markets with product.
Economics of Green LCD Devices
The Consumer Electronics Association (CEA) reported that 237 million CRT TVs in the U.S. used 53 TWh for 1 year in 2006.3 This figure corresponds to about $5 billion from a rough estimation of US$0.1/kWh. By 2009, the electricity consumption of TVs, including LCD devices, more than doubled. Figure 3 shows the economics of TV power consumption. Thus far, panel suppliers have met energy regulation limits by adopting LED backlighting units (BLUs), resulting in a savings in energy consumption and cost.
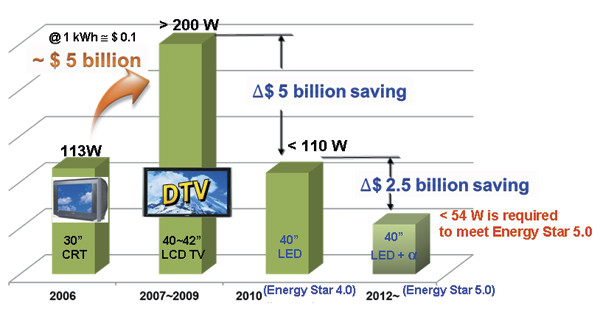
Fig. 3: Energy Star requirements will continue to impact the economics of TV power consumption and the electric bills paid by U.S. households. $5 billion is projected to be saved in 2010 versus the period from 2007 to 2009, owing to new energy-efficient TVs that are now in compliance with Energy Star 4.0 requirements. Energy Star is setting tougher new energy requirements with Version 5.0, so panel makers need to prepare new technologies. (Note: The "LED+α" (alpha) in the bar at far right refers to additional energy-saving technologies such as local dimming and the adoption of high-efficiency LEDs.)
Panel makers are working to make more-energy-efficient products as follows:
• Panels with higher light transmittance; they currently have 4–6% transmittance and 8% is targeted for the near future.
• Multi-primary-color displays such as RGBY and RGBW.
• The evolution of LED BLUs: In the early stage, direct-lit LED techniques with local dimming to achieve true black, as well as saving power, were adopted, and, currently, edge-lit LED techniques, including two-dimensional dimming, are in development for the next generation.
• Light-efficiency improvement of LEDs: The adoption rate of LED BLUs is increasing dramatically, and the light conversion efficiency of white LEDs has been improved to higher than 80 lm/W.
With the use of LED backlights, LCD TVs in general have already achieved nearly 40% in power savings compared to previous TVs with CCFL BLUs. Due to upcoming changes in regulation limits from Energy Star, it is clear there is a new hurdle to be cleared by panel makers: an additional 50% in power saving is required to meet Version 5.0 by May 2012.
Green Process
Green process involves saving energy during LCD-panel manufacturing, which can be achieved by reducing the number of manufacturing steps and lowering the energy and temperature required for fabrication. Many efforts toward reducing fabrication process steps have been made. One example is the reduction of repeated photolithography during panel fabrication. Through steady efforts to cut down on the number of photolithography steps, the number of required photomasks to complete the TFT array has been reduced from an early stage of nine, to seven, to only four now. Although ink-jet-printing techniques are not quite there yet, eventually they could replace the photolithography processes for color filters4 and column spacers. In addition, ink-jet technology enables savings on materials as well and is another key issue for the green process. With increasing glass substrate size, spin-coating of a photoresist was not viable anymore, so this process was changed into slit coating, and a significant amount of photoresist has been saved as a secondary profit. Lastly, replacement of the wet chemical process with a dry one is under development in order to save water and wet-chemical usage.
Green Factory
Worldwide, large-sized LCD-panel unit shipments are expected to rise at a compound annual growth rate (CAGR) of 13% by 2013, with the TV panel market exceeding 234 million units.5 In part due to these types of market forecasts, LCD manufacturers are adding factories up to Gen 8–10. If we tally up the current factories and the officially announced construction plans for over Gen-8- sized factories, the total could be 11 factories or more by the end of 2012, or a 22% volume increase in total worldwide production. Although source material, fabrication, distribution, and disposal represent relatively small portions of an LCD's lifetime energy usage (as shown in Fig. 2), these aspects should not be overlooked. The amount of water, chemicals, and gases needed for the fabrication of this size will sharply increase over current levels and become a more serious issue for manufacturers.
Electrical power, water, and greenhouse gases (mainly, CO2, SF6, and NF3) are the top three crucial resources for panel making that can adversely affect the environment. Over 90% of total CO2 outgas is caused by electrical power consumption. As total fab capacity increases due to the use of larger substrates, the purification and recycling rate of waste water and liquid waste will need to be improved in order for manufacturers to cope with limited resources. Figure 4 shows the flow of inputs and outputs for a typical LCD factory, with green activities and components presented as well.
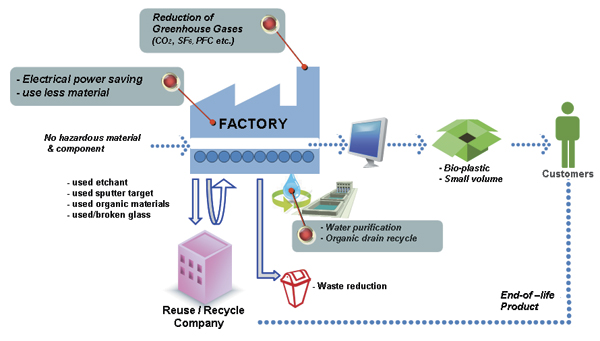
Fig. 4: Components of a green factory include features such as reduction of greenhouse gases, a water-purification system, and eco-friendly packaging.
To become a well-established green factory, resources such as electric power, water, and non-hazardous materials should be supplied to the factory in the most energy-efficient ways and they also should be used effectively during fabrication as well to reduce waste. Perfluorocompound (PFC) gases such as SF6 used for dry etching and NF3 for CVD chamber cleaning in TFT-LCD fabrication both have a very high global warming potential. These two gases correspond to 67% of total gas emission during LCD panel fabrication and are expected to show about a 20% overall annual increase if green activities are not executed. For SF6, outgassing can be reduced by installing a retreatment system to reduce emission levels nearly 90% from the LCD plants. There is also a way to replace PFC gases with a substitute such as COF2 instead of SF6, and F2 instead of NF3, but technology and budget issues must be resolved first.
Various types of chemicals and drainage water are currently being recycled for most LCD factories, and the recycling ratio rises each year. The wide footprint of an LCD factory often provides a good opportunity to generate a resource; for example, solar-cell implementations can be used on the roof and/or wall of factories, such as is being done at Samsung and Sharp, and a rain harvest system can be installed on the roof, as AUO has done.
Green Device
As mentioned earlier, the most effective way to obtain an energy-efficient LCD panel is to use LEDs as the backlight. The LED TV market volume increased from 3.7 million in 2009 to about 30 million in 2010 and the transition rate from CCFL TV to LED TV has been going faster than ever expected: it is forecasted to be over 40% in 2011.6 With regard to light-efficiency levels for CCFLs and LEDs, white LED efficiency has advanced through the use of yellow phosphor such that the total power consumption gap between CCFLs and LEDs has continued to widen in favor of LEDs. LED lighting technology has also evolved from direct-lit, in which LEDs are regularly arranged under the entire panel area, to edge-lit, in which LEDs are located along the side areas of panel. This allows the total number of LEDs to be reduced to save power (Fig. 5).
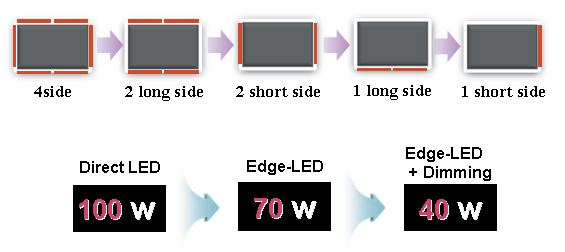
Fig. 5: Top: Edge-type LED-backlighting bars have evolved to reduce the number of LEDs. Bottom: The power consumption among different types of LED BLU is compared.
In addition, by applying local-dimming technology, the display quality (contrast ratio) can be improved by controlling luminance locally or globally (according to the image content).
Another important criterion for green devices is eliminating hazardous components such as lead, mercury, cadmium, chromium VI (Cr6+), bromine, polybrominated biphenyls (PBB), and polybrominated diphenyl ether (PBDE) in order to meet RoHS (Restriction of Hazardous Substances) standards. (The RoHS regulation on mercury currently used in CCFL backlights is waived until 2014.) The adoption of reusable/recyclable materials and the development of new recycling technologies are also expected to command more attention in the near future. A "green device" is therefore composed of (1) an energy-efficient LCD panel, (2) an energy-efficient backlight unit, and (3) eco-friendly components as depicted in Fig. 6.
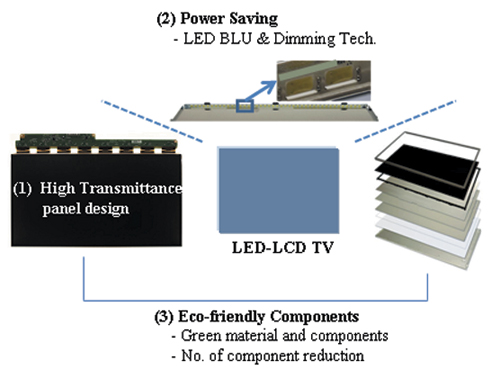
Fig. 6: Shown are the development activities necessary to produce a green device.
Conclusion
Among many aspects of green initiatives for LCDs, the reduction of greenhouse gases and the creation of power-saving LCD devices are the most important, based on the higher level of impact on environmental issues. Making energy-efficient LCDs is the most effective way to reduce overall energy consumption and greenness. For example, energy-efficient LED backlights (mainly with white LEDs) with local-dimming capability can reduce power consumption by as much as 40%.
An external driving force for the green movement are international environmental/ energy regulations. They make changes more urgent and necessary for LCD suppliers. The maximum power consumption level required by Energy Star Version 5.0 is nearly one-fourth that of current devices. All currently available state-of-the-art power-saving technologies have to be implemented in order to meet the specification.
Recent survey results for consumers' perceptions with regard to green devices show they are also willing to pay a premium for a green technology or green material used in embedded electronic devices.7 (For more about consumer preferences with regard to green, see this month's Display Marketplace article, "Do Consumers Go for Green?").
As of today, these green technologies are governed by environmental regulations. However, in the near future, these efforts should become more strategic due to their impact on product competitiveness as measured by cost to produce and environmental friendliness.
References
1J. H. Souk and S. Whangbo, "Green Technology in LCDs," SID Symposium Digest 41, 106-107 (2010).
2J-S. Song and K-M. Lee, "Development of a low-carbon product design system based on embedded GHG emissions," Resources, Conservation, and Recycling 54, 547-556 (2010).
3"Green Technology in Flat Panel Displays: Market and Technology Trends," Display Search Topical Report (Jan. 2009).
4J. H. Souk, et al., "Inkjet Technology for Large Size Color Filter Plates," SID Symposium Digest 39 (2008).
5S. Dash, " LCD-TV Makers Go Thin and Green to Generate New Growth," Information Display 25, No. 11, 26 (Nov. 2009).
6T. Jang, " LED Backlight Technology for LED TV," FPD international 2009.
7A. Wolf, "TWICE/Compete Survey: Shoppers Will Pay More For Green CE" (April 20, 2009). •
Jun H. Souk is a Senior Advisor at Samsung Electronics, LCD Division and he is also a SID Fellow. He can be reached at jun.souk@ samsung.com. Sangwoo Whangbo is the Principal Engineer of the LCD Division, Samsung Electronics. He can be reached ats.whangbo@samsung.com.